


Videó
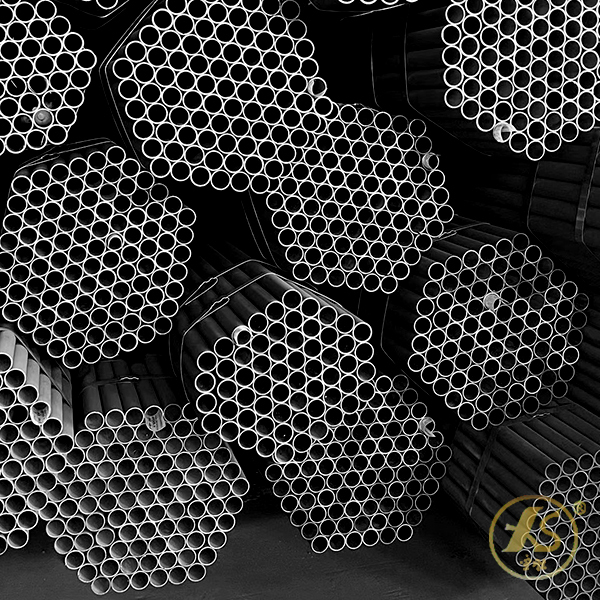
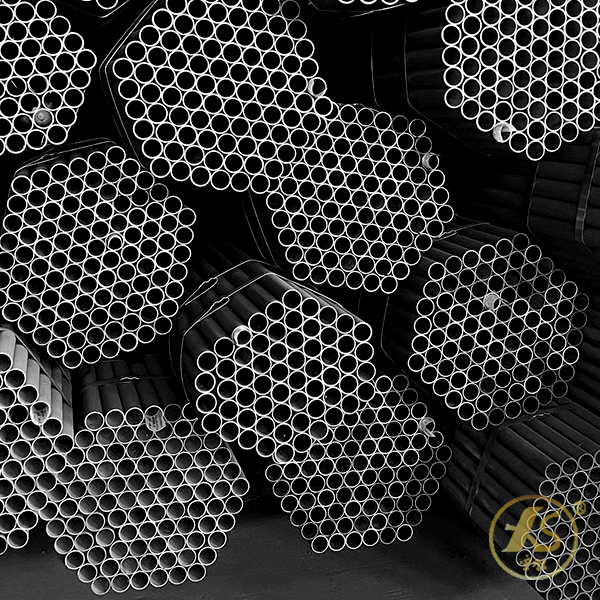
Hidegen húzott vagy hidegen hengerelt precíziós varrat nélküli acélcsövek

| Termék anyaga | 10# 20# 30# 45# Q345B |
| Termékleírás | |
| Termék alkalmazott szabvány | GB/T3639-2009 |
| Szállítási állapot | |
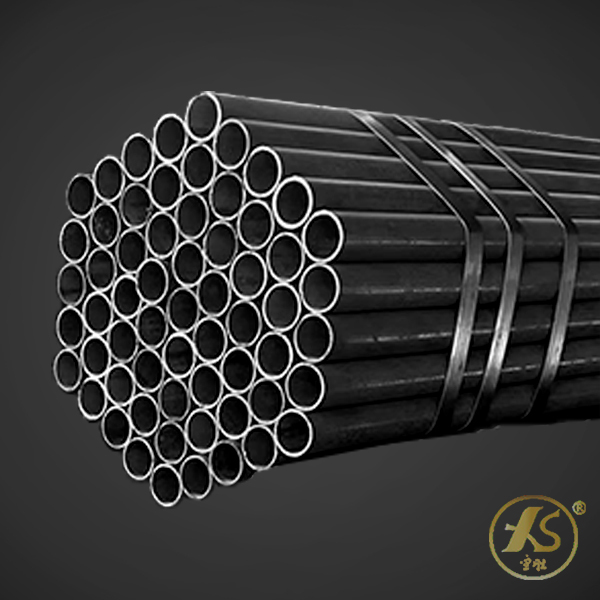
| Késztermék csomag | Acél öv hatszögletű csomag/műanyag fólia/szövött táska/heveder csomag |
Termékgyártási folyamat
Üres cső

Ellenőrzés (spektrális észlelés, felületvizsgálat és méretvizsgálat)
Fűrészelés
Perforáció
Hővizsgálat
Pácolás
Köszörülés ellenőrzése
Kenés
Hideg rajz
Kenés
Hideghúzás (a ciklusos eljárások, például a hőkezelés, a pácolás és a hideghúzás hozzáadását az egyedi előírásoknak kell alávetni)

Hideghúzás/kemény +C vagy hideghúzás/lágy +LC vagy hideghúzás és feszültségmentesített +SR vagy izzítás +A vagy normalizálás +N (az ügyfél igényei szerint választva)
Teljesítményvizsgálat (mechanikai tulajdonság, ütési tulajdonság, lapítás és kiszélesedés)

Egyenesítés
Csővágás
Roncsolásmentes vizsgálat
Hidrosztatikus teszt
Termékellenőrzés

Korróziógátló olaj bemerítése
Csomagolás

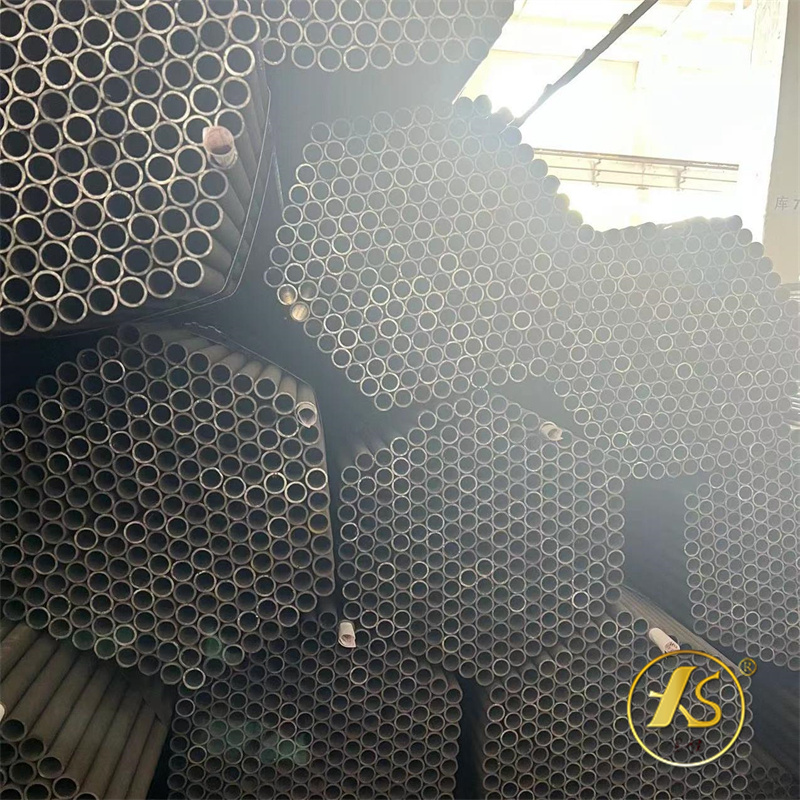
Raktározás
Termékgyártó berendezések
Nyírógép/fűrészgép, futógerendás kemence, perforátor, nagy pontosságú hideghúzó gép, hőkezelt kemence és egyengetőgép

Termékvizsgáló berendezések
Külső mikrométer, csőmikrométer, tárcsa furatmérő, nóniuszos tolómérő, vegyi összetétel-érzékelő, spektrális detektor, szakítógép, Rockwell keménységmérő, ütésmérő gép, örvényáram-hibaérzékelő, ultrahangos hibaérzékelő és hidrosztatikus vizsgálógép

Termék alkalmazások
Vegyi berendezések, hajók, csővezetékek, autóalkatrészek és gépészeti tervezési alkalmazások

Varrat nélküli cső
A varrat nélküli csövek definíció szerint teljesen homogén csövek, amelyek tulajdonságai nagyobb szilárdságot, kiváló korrózióállóságot és nagyobb nyomásállóságot biztosítanak, mint a hegesztett csövek. Ez alkalmasabbá teszi őket a kritikus alkalmazásokhoz zord környezetben, de ennek ára van.
Varrat nélküli szénacél cső csomag
Műanyag kupak dugva a csővégek két oldalán
El kell kerülni az acélpánt és a szállítási sérülések miatt
A kötegelt sziánoknak egységesnek és következetesnek kell lenniük
Ugyanazon acélcsőkötegnek (tételnek) ugyanabból a kemencéből kell származnia
Az acélcsőnek ugyanaz a kemenceszáma, ugyanaz az acélminőség, ugyanaz a specifikáció